诚信经营 合作共赢
矿用绞车生产厂家

热线电话 :158-5211-6655
诚信经营 合作共赢
矿用绞车生产厂家
热线电话 :158-5211-6655

联系人:张钧(总经理)
手 机:158-5211-6655
180-8677-3578
电 话:0516-85853578
传 真:0516-85853578
邮 箱:15852116655@163.com
网 址:www.xzgygt.cn
地 址:徐州泉山经济开发区时代大道25号
(1)拉紧部安装:回柱绞车厂家表示首先将拉紧油缸用销柱固定在回柱绞车本体上,张紧尾轮安装在基础上,然后用钢丝绳将拉紧歪轮用钢丝绳通过张紧尾轮与拉紧油缸上拉紧绳轮连接起来,用绳卡将钢丝绳固定。(2)运行部件安装:托绳轮一般按30米一组布置安装,在坡度发生凸变的地段时一般3米一组布置,主压绳轮、副压绳轮在凹变处一般按3米一组布置,拐弯时一般按4.5度一组布置安装并打地锚固定。(3)梭车安装:井下组装好,然后用手动葫芦移动到轨道上。

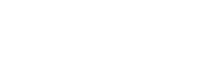
回柱绞车厂家表示矿用回柱绞车具有防爆外壳,能够承受内部爆炸压力,又能阻止爆炸物穿出外壳引燃周围的高浓度瓦斯和粉尘混合物。1.防爆电机采用防爆外壳把有可能产生的电花、火花以及电弧跟周围的高浓度瓦斯以及粉尘分开,这种电机的外壳在爆炸时候不会变形。2.防爆电磁启动器的设计也是采用科技的技术,能够保证回柱绞车在井下生产过程中,不会因为电磁启动器的原因导致煤矿井下出现问题。3.防爆控制按钮,一般的按钮在按下去的时候会有接触火花或者电弧,容易引燃周围的气体或者粉尘。
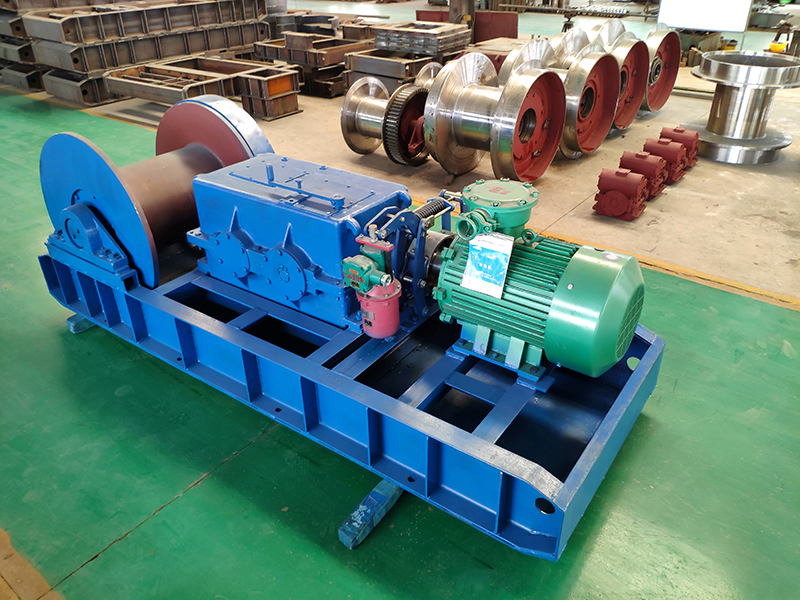
回柱绞车厂家表示双速绞车的刷漆流程一道就是对表面进行处理,表面有可能不干净,有各种污垢、粉尘等,这些东西如果不擦拭干净的话,直接刷漆会减少油漆的附着力,在后期很容易就剥落了加速腐蚀。表面不平整也会影响回柱绞车的刷漆工作,不平整的表面同样能够让油漆容易剥落,可以增加表面的接触面积,尤其是经过打磨的双速绞车会使接触更加紧密。需要注意的是双速绞车的刷漆一般会有两层,底漆和面漆,在刷漆之前油漆需要在地面上调配后密封带下去。

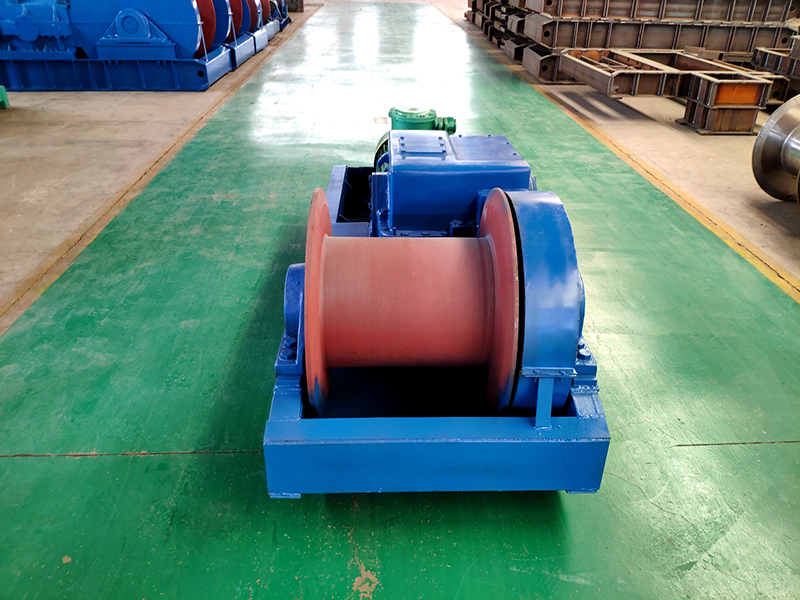
减速器工作进程中发生反常的响声或者是振荡的首要原因: 1.回柱绞车厂家表示轴承之间的空隙太大了,其一般表现为下放空载时响声大,重载提高时响声小;2.减速器或轴承螺栓松动了;3.齿轮啮合空隙过紧或过松;4.减速器内常常都掉出来东西。处理方法:1.查看其螺钉是否有松动,如有进行紧固;2.收拾齿轮啮合空隙至恰当位置,若磨损严重,则应替换齿轮;3.矿山回柱绞车厂家表示有异物掉进减速器内应立即停运,排除故障;4.对松弛的轴承进行修补或替换。
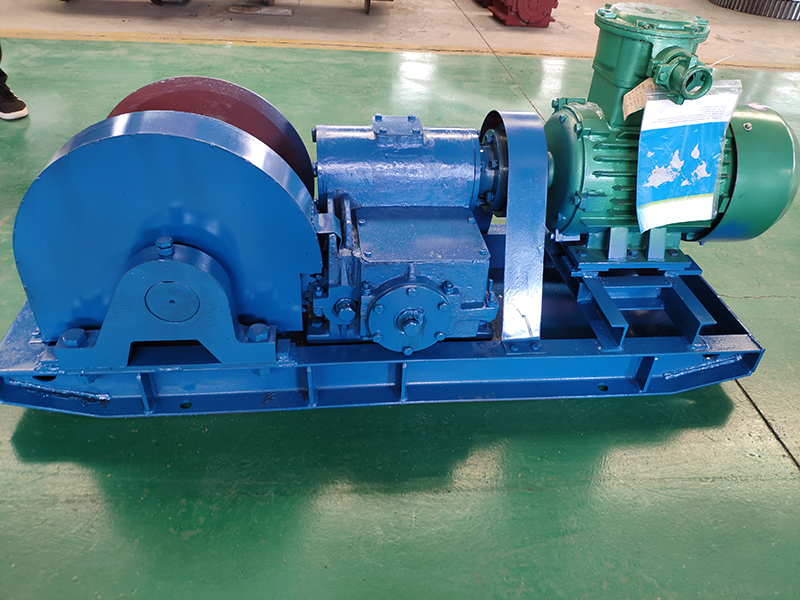
1.所有调度绞车的安装质量应符合设计和安装质量标准要求,安装竣工后应验收合格方可投入使用。2.回柱绞车使用时,都必须安装声光信号,信号线应采用橡套电缆,不准有鸡爪子等。绞车电源开关必须采用远控按钮操作。3.回柱绞车厂家表示调度绞车管理要专人包机,谁使用谁管理,保持完好,绞车离合等安全装置必须齐全可靠。提升车辆的钢丝绳、钩头、连接装置,必须符合要求,挂车要用保险钩头,倾角大于12°时要用保险绳。4.调度绞车在使用中必须实行班检查和日检查相结合的原则。

当油中有很多泡沫及沉淀物时有要立即替换。日照回柱绞车厂家表示在运用过程中要查看闸瓦磨损状况,如闸瓦磨损后达2㎜时,碟形绷簧疲惫超行程1㎜时需及时调正及查看避免影响制动力矩,一定要查看闸瓦磨损开关和碟形绷簧疲惫开关是否起作用。定时查看减速器的运用状况,若发现减速器有异常的响声和振荡,温度有所上升,或齿面有进展性的点蚀或大面积擦伤现象时,应及时泊车查看和处理,这样回柱绞车的设备才能延长使用寿命。
 苏公网安备 32031102001363号
苏公网安备 32031102001363号
