诚信经营 合作共赢
矿用绞车生产厂家

热线电话 :158-5211-6655
诚信经营 合作共赢
矿用绞车生产厂家
热线电话 :158-5211-6655

联系人:张钧(总经理)
手 机:158-5211-6655
180-8677-3578
电 话:0516-85853578
传 真:0516-85853578
邮 箱:15852116655@163.com
网 址:www.xzgygt.cn
地 址:徐州泉山经济开发区时代大道25号

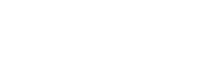
我们使用双速绞车时,启动主电机由电动机转动通过高速联轴器将动力传到减速机的高速轴上,经过两级齿轮传动减速后,再由减速机的被动轴通过联轴器传递给主轴装置。若不断改变电动机的转向,可使卷筒进行缠绕或放松钢丝绳,同时提升容器在井筒作上下往返周期性运动。双速绞车型号表示提升绞车采用ZTK(P)电路成套系统,该电控中设有各种联锁保护,是广大客户较理想选用的中小型盘型制动矿用提升较车。防爆型绞车所有电器元件、液压阀电磁铁均选用防爆型。
1.选用“双轴多级”传动特征,完结了大的传动比;2.操作简略、运用便当,并具有牢靠的双闸制动;3.选用“齿-联”传动系统的传动原理,不但完结了慢、快两个速度,并完结了快、慢速的大速比,很好地完结了快、慢速双速绞车;4.双速绞车型号表示选用“长条形对称”结构,完结了结构紧凑、外形美丽有用,适合于煤矿井下狭窄空间的作业,也很便当地进行不同作业地址的自移;5.传动效率高、作业效率高、容绳量大、节能;6.运用寿命长、保护修补费用低;7.结构工艺简略,牢靠,成本低。

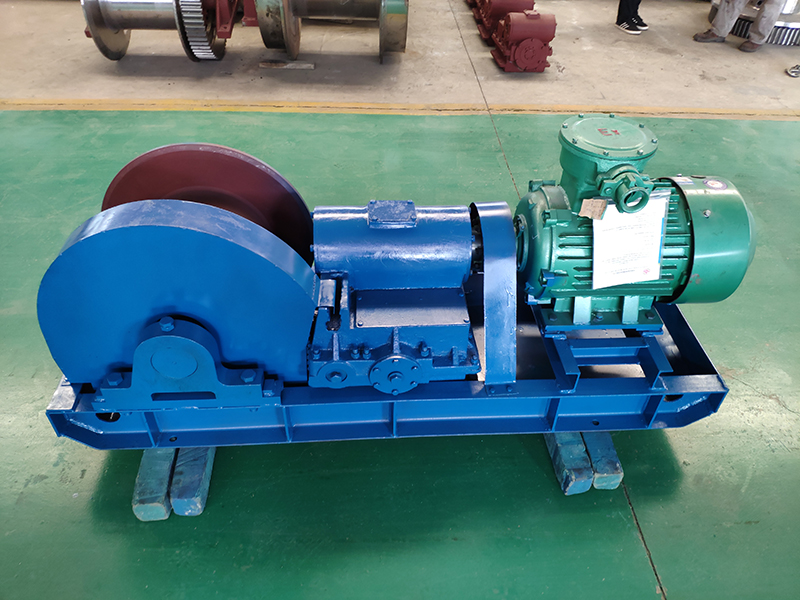
1.所有调度绞车的安装质量应符合设计和安装质量标准要求,安装竣工后应验收合格方可投入使用。2.双速绞车使用时,都必须安装声光信号,信号线应采用橡套电缆,不准有鸡爪子等。绞车电源开关必须采用远控按钮操作。3.双速绞车型号表示调度绞车管理要专人包机,谁使用谁管理,保持完好,绞车离合等安全装置必须齐全可靠。提升车辆的钢丝绳、钩头、连接装置,必须符合要求,挂车要用保险钩头,倾角大于12°时要用保险绳。4.调度绞车在使用中必须实行班检查和日检查相结合的原则。
双速绞车型号表示双速绞车的刷漆流程一道就是对表面进行处理,表面有可能不干净,有各种污垢、粉尘等,这些东西如果不擦拭干净的话,直接刷漆会减少油漆的附着力,在后期很容易就剥落了加速腐蚀。表面不平整也会影响双速绞车的刷漆工作,不平整的表面同样能够让油漆容易剥落,可以增加表面的接触面积,尤其是经过打磨的双速绞车会使接触更加紧密。需要注意的是双速绞车的刷漆一般会有两层,底漆和面漆,在刷漆之前油漆需要在地面上调配后密封带下去。

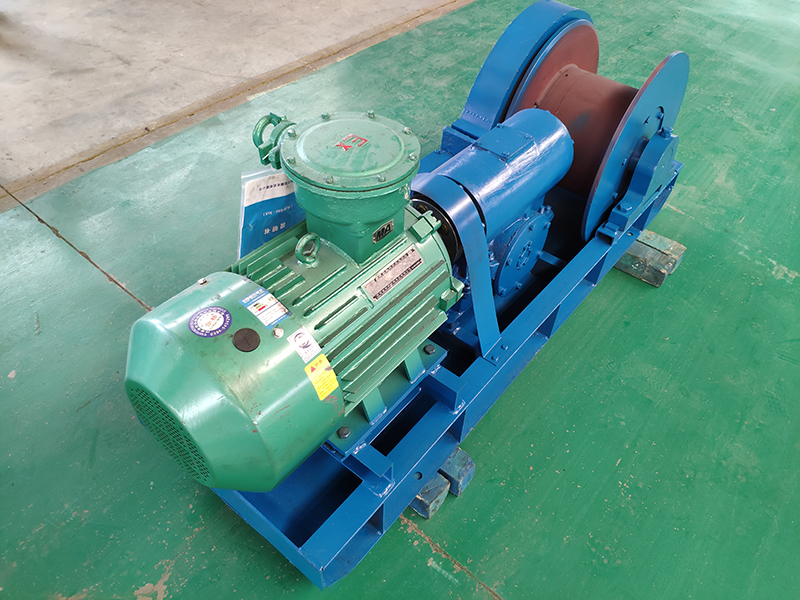
一般来说双速绞车的润滑不只关系着机器的正常作业,并且直接影响机器的寿数,因而有必要及时地替换和补偿润滑油。双速绞车型号表示一般来说开式齿轮传动及支承其的滚动轴承均选用钙钠基润滑脂进行润滑,各滚动轴承内参加的润滑脂参加量不得跨过容量的三分之二,每隔3-6月应加油替换一次。日照双速绞车型号表示减速箱内油面不跨过大锥齿轮直径的三分之一,不低于大锥齿轮齿宽方向的三分之一,闭式减速箱内的轴承均为溅油润滑。

1.双速绞车型号表示在我们使用双速绞车的时候,需要专职司机,经培训合格取得操作资格证的可以进行工作。2.司机人员要注意良好的休息,严禁喝酒进行工作。3.在工作的过程中,司机操作要全神贯注、精力集中、不和其他人交谈,以防意外发生。4.双速绞车型号表示起双速绞车的信号和警铃一定要可靠,要严格遵守有车的地方不过人,有人的地方不过车的规定。5.司机须了解所操作设备的结构、性能、原理、主要技术参数等,并会一般性检查、维修、润滑保养及故障处理。
 苏公网安备 32031102001363号
苏公网安备 32031102001363号
